
公司名称:南昌孟龙实业有限公司
联系人:刘经理(13767010068)
固定电话:0791-86653069
文本传真:0791-86653269
电子邮箱:menglonggj@126.com
公司地址:江西省南昌市灌婴路金润二期6栋32-33号
?
一、序言
广州太古汇商业、酒店、办公楼和文化中心工程的空调水系统冷量为14800RT,其空调主机房和空调水泵房皆设置在负四层,而冷却塔设置在办公楼一的40 层天面,之间的高差约210 米。空调主机和冷却塔之间由4 条DN800 的竖井立管连接,该冷却水系统采用镀锌钢管,利用法兰连接。系统运行时,最不利点的设计工作压力为2.7MPa,试验压力要求为工作压力的1.5 倍即4.05MPa。
二、施工工序及施工方法
以往空调水系统采用镀锌钢管法兰连接方式时一般采用二次镀锌安装工艺,即在工地现场安装完成后,拆卸并运至镀锌厂进行镀锌,镀锌完毕后再运回工地进行组装。而该工程由于工期紧、工程量大等原因,无法按二次镀锌工艺进行施工,而是要求将管道在镀锌厂焊接法兰并镀锌加工成为成品,然后直接将成品运至工地进行安装。由于该冷却管道系统安装要求一次成形,不能进行拆卸,所以必须严格控制所有管道加工成为成品的每一个步骤,以保证每条成品管道的精度,才能确保整个冷却水管道系统的严密性。主要应注意以下几点:
一、法兰与管道之间的垂直度。
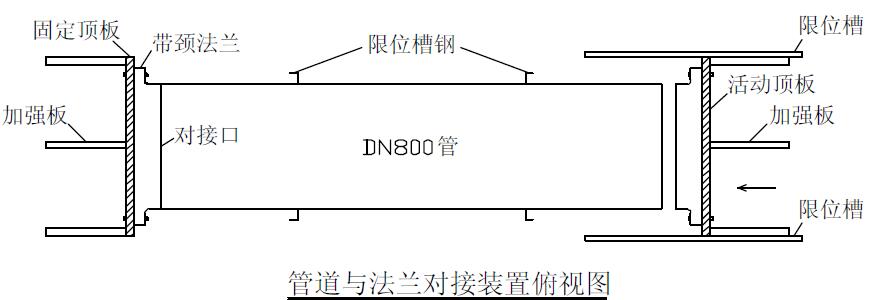
我们必须保证了法兰与管道之间的垂直度,才能保证整条立管能以直线安装并保证法兰间缝隙的严密性。由于该管道的工作压力较高、要求的使用寿命较长,业主选用了金属垫片,而金属垫片的弹性较差,不像橡胶垫片那样可以弥补法兰与管道间垂直度不够的不足,所以该工程对法兰与管道间的垂直度要求更高。因为DN800 管径较大,法兰与管道又较重,法兰与管道的对口及焊接过程都容易影响法兰与管道间的垂直度。针对这种情况,我们专门制作了一套法兰与管道对口装置,如下图:
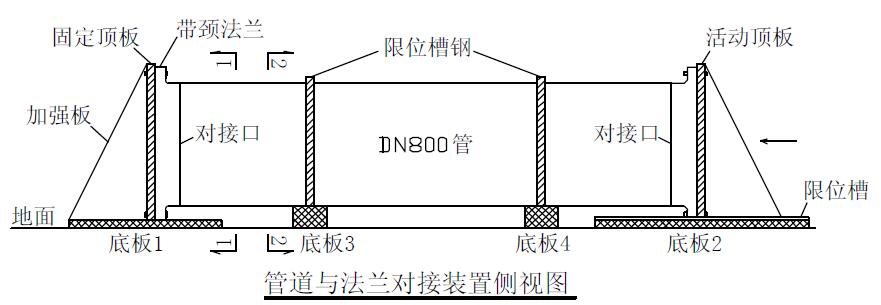
为了确保整个法兰与水管对口装置的精度,我们放弃了传统的水平尺进行度量,所有的水平及垂直线校对都使用红外线水平仪。该装置的制作步骤如下:
1、将底板1 和底板2 调整在同一水平线并固定,然后将底板3 和底板4 调整在同一水平线,并且使两组底板之间的高差为法兰外径与水管外径的差值。
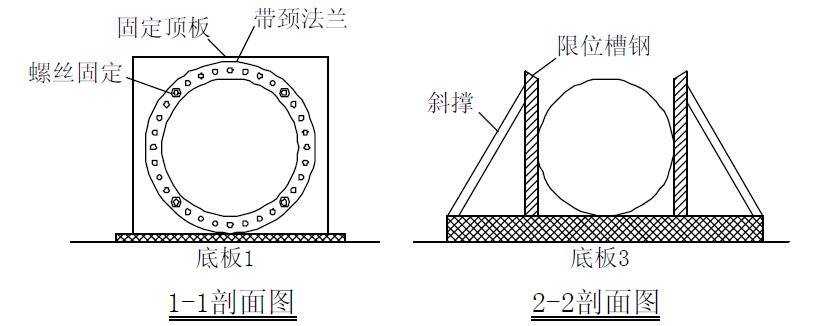
2、在固定顶板上按法兰的螺丝孔位置对角钻4 个螺丝孔,然后将固定顶板校对到与底板1 垂直并焊接固定,并在其一侧焊接加强板。
3、在活动顶板上按法兰的螺丝孔位置对角钻4 个螺丝孔,然后将活动顶板校对到与底板2 垂直并在其一侧焊接加强板,使其与底板2 保持垂直。
4、将固定顶板和活动顶板校对到平行后,在活动顶板两侧焊接两条限位槽,以确保活动顶板移动过程中能与固定顶板一直保持平行。
5、在底板3 和底板4 上各焊接2 条槽钢,槽钢与底板垂直,之间的间距为管道外径大小。底板3 和底板4 上槽钢的连线与两端顶板垂直。
使用法兰与管道对口装置进行对口的步骤如下:
1、利用4 颗螺栓将一片法兰与固定顶板固定好。
2、将一条管道吊装到限位槽钢内的底板3 和底板4 上,再将管道推向法兰口,使管口与法兰口之间的间距达到焊接工艺标准要求的距离,然后进行焊接。
3、利用4 颗螺栓将一片法兰固定在活动顶板上,推动活动顶板将该法兰推向管道,使管口与法兰口之间的间距达到焊接工艺标准要求的距离,然后进行焊接。
通过上述步骤即可完成管道与法兰的对口及焊接工作。
二、焊接工艺。
因DN800 管管径较大,烧制法兰时应采用对称焊和多道焊工艺,以减小变形。焊接前按规范要求对焊条进行烘培保管。本工程钢管材质为Q235-20,焊接材料选用E4303 型,烘培温度为100~150℃,恒温时间为0.5~1h,焊条烘干后应保存在100~150℃恒温箱中,随用随取,焊条在现场使用时,应装在性能良好的保温筒内, 随用随取,并注意盖好,焊条重复烘干不能超过2 次。管道坡口采用半自动氧-乙炔切割坡口机进行加工,焊前应检查组装质量,清除坡口面及坡口两侧20mm 范围内的铁锈、水份和污物,并应充分干燥。焊接中始端采用后退起弧法,终端应将弧坑填满。多层焊的层间接头应错开50mm 以上。为了进一步确保焊缝质量,对焊缝进行超声波或X 光检测。
三、热镀锌后法兰水线处理。
管道焊接法兰后需进行热镀锌处理。在镀锌完成提起管道时,通常采用一端高、一端低的方式,以便锌液能从管道中顺利流出,这就导致了处于低端的法兰镀锌层较厚,甚至填充了法兰水线。法兰水线是确保法兰接口严密性的重要保障,没有法兰水线,法兰与垫片间将无法形成迷宫式密封,严重影响法兰接口的严密性。因此在管道进行热镀锌后,必须利用风焊将法兰水线里的镀锌层融化后,再利用钢丝刷等工具将法兰水线里的镀锌层清除。在清除过程中必须注意风焊的氧气控制及使用钢丝刷的力度,防止法兰水线被破坏。
